1 序言
有过机械加工经历的人,一定会知道工件的定位与装夹对于加工的重要性。毫不夸张地说,随着现代科学技术的不断进步,各种先进的数控机床、高智能化CAM软件及高品质刀具不断涌现,各种形状、结构及精度的工件特征很容易被加工出来,反而是加工过程中的一些辅助工作,解决起来,往往会让工艺人员与设备操作人员感觉十分头痛棘手。
安排加工一款工件,如何解决好对工件的定位与装夹,是工艺人员与操作人员动刀前首先需要考虑的两大技术问题,加工一款工件,工件的定位与装夹的选择和安排是否合理,对于产品的加工质量与加工效率以及对操作人员的可操作性,都具有很大的影响。对于一些规则结构的工件,加工过程中的定位与装夹很容易选择,但对于一些不规则复杂结构、铸件及薄壁等工件,要想合理解决好工件的定位与装夹,还是需要费一番周折、动一番脑筋的。笔者就职于一家航天加工制造企业,在生产一线从事工艺设计与数控编程工作,已有近30年的经验,对于不同结构工件的加工,司空见惯,对于解决工件加工定位与装夹积累了相当多的经验。现将怎样解决工件定位与装夹的共性经验总结如下,希望对同行们解决此类问题有所启示与帮助。
2 工件的定位
选择好工件的定位基准,是动刀加工前的关键一环,工件定位基准选择的合理与否,对于确保加工工件的尺寸,有着十分重要的影响。由于一般的工件,都会有长、宽、高3个方向的尺寸,所以标注尺寸的基准就会有3个方向的基准。选择定位基准,在通常情况下,会优先选择设计基准作为定位基准,如果设计基准不便作为加工的定位基准,那就应选择其他的点、线或面进行基准的合适转化。加工的定位基准,用得比较多的方式有:相互垂直的相邻垂直角三面定位、两销一面定位。
对于规则形状的工件来说,定位基准很容易选择;而对于不规则形状的工件,工件本体上几乎没有用得着的作为定位用的基准的定位平面或孔,这就要求工艺设计人员,在进行工艺设计时预留出工件加工的定位基准,以方便工件定位。至于怎样预留定位,下面会选择几种典型零件加以说明,在此不再赘述。
3 工件的装夹
同工件定位一样,加工一款工件,合适的装夹工件,也是加工动刀前重要的一环,选择工件装夹方式的合适与否,对于操作人员的操作方便性、加工过程的安全性及工件的变形等均有着极大的影响。
工件装夹需要注重以下几点:首先是一定要确保工件装夹牢靠,绝对不允许工件在加工过程中有松动,这是确保加工质量的前提,也是确保加工安全的需要;其次是要注重装夹的方便,这样可以减轻操作人员的工作量;再次是尽可能保证工件装夹的快捷,这样可以缩减加工的辅助时间,提高加工的效率;最后就是考虑在确保装夹牢靠、安全的前提下,尽可能减轻装夹的变形,这对确保工件加工质量意义重大。
工件装夹的方式多种多样,加工过程中,原则是针对产品的结构形式,采用合适的方式,因势利导。主要的方式有:夹紧式、压紧式和吸附式3种;实现的方式有:人工操作紧固、气动夹紧和液压夹紧等。
夹紧工件的主要装置有:虎钳、卡盘、真空吸盘和专用夹具等;主要用于紧固的紧固件有:螺栓、螺母、垫圈与压板等。
4 专用夹具的设计
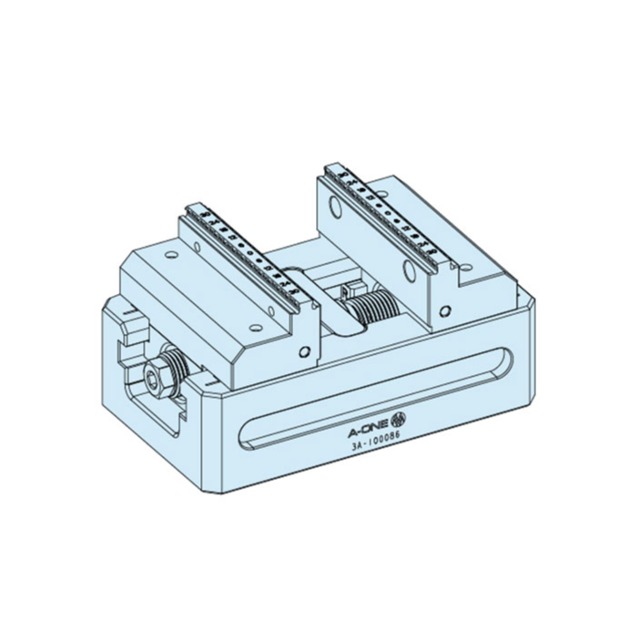
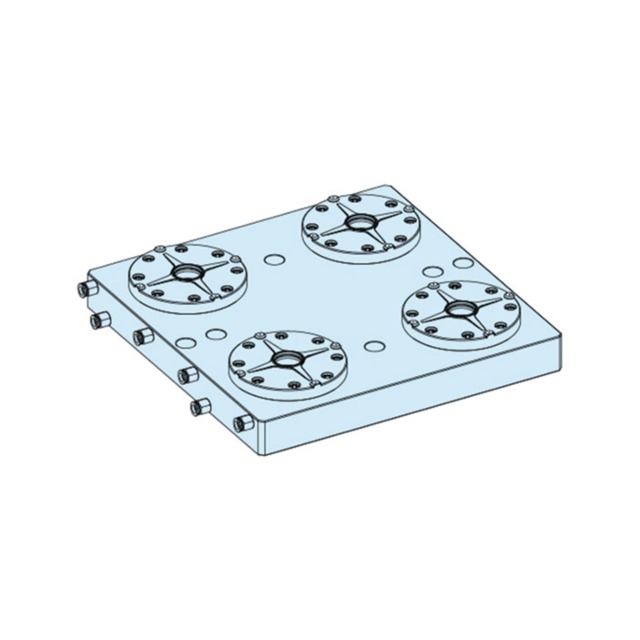
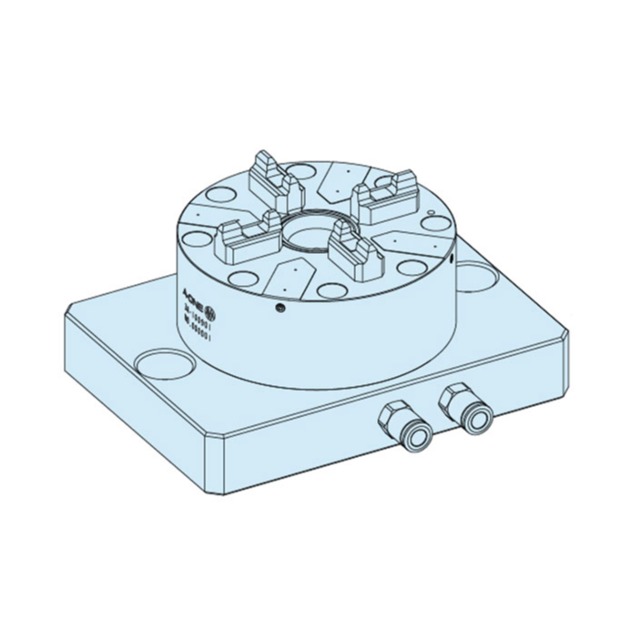
用于装夹工件的夹具,分为两大类,一类是通用夹具,如上面提到的虎钳(见图1)、卡盘(见图2)与真空吸盘(见图3)等都属于通用夹具的范畴,这每一大类通用夹具,又有若干的种类与不同的规格,如虎钳就分平口虎甜、度钳、组合虎钳等;卡盘又分自定心卡盘、单动卡盘与六爪卡盘等。通用夹具主要用于一些规则工件的装夹,主要的特点是装夹方便、快捷。在加工过程中,工件的装夹,除了通用夹具用得多,常见外,另一类就是专用夹具,其使用也是必不可少的,对于一些不规则工件的加工,为了方便工件的定位与装夹,必须制作专用夹具方可实现。

a)平口虎甜

b)度钳

c)组合虎钳
图1 几种通用虎钳

a)自定心卡盘

b)单动卡盘

c)六爪卡盘
图2 几种通用卡盘

a)小型真空吸盘

b)中型真空吸盘
图3 几种通用真空吸盘夹具
专用夹具的设计是一项技术性很强的工艺技术工作,要求设计者具有较强的加工工艺知识与经验。设计专用夹具,应遵循以下原则:首先是设计专用夹具也应兼顾设计的通用性,即一夹多用,这种设计理念,在结构相同或相似,只是尺寸大小有差异的同类型产品的加工中更应坚持,也很容易实现;其次是要坚持化繁为简的设计原则,尽可能让夹具变得简易,这样可以方便制作,以便减少加工制造成本;最后是一定要确保专用夹具的牢靠性,方可保证加工过程与操作人员的人身安全。
5 几类典型工件毛坯预留工艺基准与装夹位置的方法
(1)典型工件一:汽车发动机缸体 汽车发动机缸体(见图4)的毛坯制作一般采用铸造成型,分布在缸体上的所有安装面与安装孔,均需采用机械加工的工艺方法加工成形。发动机缸体毛坯由于采用铸造成型,所以后续加工的留量不均匀,首序加工余量协调的合适与否对后续加工的影响甚大。拥有机械加工经验的人都知道,一般的铸件加工,在动刀加工之前都需安排划线人员,对毛坯进行尺寸协调,将线划在毛坯表面,操作人员需要参考划线来进行加工。由于一款发动机缸体要划的线往往成千上万,加上缸体需要协调的尺寸成百上千个,选择人工划线协调进行加工首序,显然是不现实的,所以,必须在毛坯上留出工艺基准孔或工艺基准面来作为首序的定位基准,制作专用工装来进行加工。发动机缸体的预留工艺基准,一般是在适当位置选择预铸两个扁形锥销孔或圆形孔及几处小平台面来作为首序的定位基准,这样方可保证首序加工的准确与高效。

图4 某款汽车发动机缸体毛坯
(2)典型工件二:飞行器之翼 飞行器之翼(见图5)俗称飞行器之“肢膀”,为减小飞行器在飞行过程中的阻力,其表面结构形式一般会选择设计成复合角度的流线结构。根据产品批量大小,翼的毛坯一般会选择两种供坯方式,一种是采用铸件的方式,另一种是采用板材直接加工的方式。无论采用何种毛坯方式,在加工过程中直接选用翼的表面直接定位进行加工,都是不可取的,只有在翼的边缘预留出合适的工艺凸台用于定位与装夹,才是最好的工艺选择方式。
a)四周预留8处工艺凸台翼片
b)预留4处工艺凸台翼片

图5 某飞行器之翼
(3)典型工件三:口框类工件 口框类工件(见图6)在飞行器舱段上的种类与结构形式众多,但都有一个共性,就是结构壁薄,外表面或内表面呈圆柱状或圆锥状,跟上面提到的飞行器之翼一样,毛坯的供坯方式也会根据产品的批量,选择铸造或直接选用板材加工。定位与装夹,亦需在工件上预先设计去工艺凸台,以方便口框的正常加工。口框的结构形式多种多样,选择设计工艺凸台的位置,也应针对口框的结构,具体工件,具体布局。设计工艺凸台,主要是基于两个考虑,其一是方便定位与装夹;其二是增强加工工艺系统的刚性,防止工件在加工过程中产生变形。

图6 某飞行器上的一款口框零件
6 工件定位与装夹的禁忌
1)在使用虎钳装夹工件时,忌将活动钳口面作为数控加工X、Y、Z三个方向的基准,基准一定要选择在固定钳口面,因为工件毛坯有公差,选择活动钳口面做基准,会影响尺寸加工精度。
2)工件装夹的受力点,忌安排在结构悬空的位置,避免工件装夹不实与防止工件受力变形。
3)薄壁工件的装夹忌夹紧力过大、夹紧过程用力过猛或直接在薄壁上搭压板压紧工件,会造成工件变形。
4)定位忌选择过定位,会使得定位尺寸的精度过严,人为增加制造难度,提高加工成本。
5)定位忌不将夹具与工件的定位表面,包括定位的平台、定位销与定位孔表面清理干净。由于直接将工件定位夹紧,会造成定位不准确,所以装夹工件之前,一定要将工装与工件表面吹、擦、冲拭干净,表面若有锈,需用砂布去除。
6)夹具用完后,一定要保管好,在定位表面涂上防锈油,进行封存保管。
7 结束语
工件的定位与装夹,虽然定义为机械加工的辅助工作,但确实是动刀加工前两个重要的工作环节。定位与装夹方案选择的合适与否,对工件的加工质量、加工效率及加工的可靠性与安全性有着直接的影响,草率不得、马虎不得,要想做到选择定位与装夹合理、科学,需要在实践加工过程中多摸索、多总结,方可做到熟能生巧。
参考文献:
[1] 朱耀祥,浦林祥.现代夹具设计手册[M].北京:机械工业出版社,2010.
[2] 子谦.工装夹具那些事儿[M].北京:机械工业出版社,2020.
转载来源:张文明, 吴国君, 张守明, 刘冬青, 李敬. 工件定位与装夹方案[J]. 金属加工(冷加工), 2021, (7): 56-58. DOI: 10.3969/j.issn.1674-1641.2021.07.015